
Trong các bài viết trước, chúng ta đã đi sâu vào cách chọn, cách kiểm định và cách khắc phục lỗi dập cho thép SPCC-SD. Bạn đã chọn được Đài Tín làm nhà cung cấp vật liệu chuẩn 100%, có CO/CQ, đúng dung sai.
Nhưng đó mới là bước 1.
Để tạo ra một sản phẩm đẳng cấp FDI, hai công đoạn tiếp theo - HÀN và SƠN TĨNH ĐIỆN - mới là yếu tố quyết định. Làm thế nào để hàn một tấm thép SPCC-SD mỏng mà không bị cháy thủng, cong vênh? Làm thế nào để sơn tĩnh điện ra một bề mặt láng mịn như gương, không một "hạt sạn"?
Phần 1: Kỹ Thuật Hàn Thép SPCC-SD (Cán Nguội) – Nghệ Thuật Của Sự Tinh Tế
Hàn thép SPCC-SD khó hơn thép kết cấu thông thường. Thách thức lớn nhất là vật liệu thường mỏng, rất dễ cháy thủng (burn-through) và cong vênh (warping) do biến dạng nhiệt.
1.1. Bước Bắt Buộc: Làm Sạch (Cleaning)
TUYỆT ĐỐI KHÔNG ĐƯỢC BỎ QUA. Thép SPCC-SD chuẩn luôn có một lớp dầu bảo vệ mỏng. Nếu bạn hàn trực tiếp lên lớp dầu này:
-
Dầu sẽ cháy, tạo ra khói độc hại.
-
Dầu lẫn vào vũng hàn, gây rỗ khí (porosity) và bắn tóe (spatter), làm mối hàn bị yếu và cực kỳ xấu.
-
Giải pháp: Dùng dung môi (như Acetone, cồn công nghiệp...) lau sạch hoàn toàn lớp dầu tại khu vực sẽ hàn.
1.2. Lựa Chọn Phương Pháp: MIG hay TIG?
-
Hàn MIG (GMAW): Tốc Độ & Hiệu Quả
-
Khi nào dùng: Phù hợp nhất để hàn các kết cấu khung, tủ, giá kệ làm từ SPCC-SD có độ dày từ 1.0mm trở lên. Tốc độ nhanh, dễ tự động hóa.
-
Thách thức: Dễ gây cháy thủng nếu cài đặt sai.
-
-
Hàn TIG (GTAW): Thẩm Mỹ & Chính Xác
-
Khi nào dùng: Khi hàn các chi tiết vỏ máy, thiết bị điện tử, các mối hàn "lộ thiên" đòi hỏi độ thẩm mỹ tuyệt đối, hoặc khi hàn thép siêu mỏng (dưới 1.0mm).
-
Thách thức: Chậm hơn, đòi hỏi tay nghề thợ hàn cao hơn.
-
1.3. Cài Đặt Thông Số "Vàng" (Settings) – Chìa Khóa Chống Cháy Thủng
Đối với Hàn MIG:
-
Chọn Dây Hàn: Dùng dây hàn có đường kính nhỏ (ví dụ: ER70S-6, 0.8mm). Dây nhỏ giúp bạn kiểm soát nhiệt lượng đầu vào tốt hơn.
-
Khí Bảo Vệ: Sử dụng khí hỗn hợp (80% Argon + 20% CO2). Khí Argon giúp hồ quang êm hơn, ít bắn tóe và giảm nhiệt lượng so với dùng 100% CO2.
-
Cài Đặt Máy (Quan trọng nhất):
-
Dòng điện (Ampe) / Điện áp (Volt): Giữ ở mức thấp đến trung bình.
-
Tốc độ ra dây (Wire Feed Speed): Tăng lên. Nhiều thợ hàn làm ngược lại (tăng điện, giảm dây) và đây là lý do gây cháy thủng.
-
Kỹ thuật hàn "MIG nguội": Nhiều máy hàn MIG hiện đại có chế độ "xung" (Pulse) hoặc "Short-Circuit" (chuyển mạch ngắn) được tối ưu để hàn thép mỏng.
-
-
Kỹ Thuật Hàn:
-
Hàn "đính" (Stitch Welding): Thay vì hàn một đường liên tục, hãy hàn các mối đính ngắn (1-2cm), cách quãng, rồi quay lại hàn nối các quãng đó. Cách này giúp tản nhiệt và chống cong vênh.
-
Tốc độ di chuyển: Phải nhanh và dứt khoát.
-
Đối với Hàn TIG:
-
Kim Hàn: Dùng kim hàn (Tungsten) đường kính nhỏ (1.6mm), mài đầu kim thật nhọn.
-
Dòng điện: Luôn là DCEN (Que hàn cực âm).
-
Khí Bảo Vệ: 100% Argon.
-
Kỹ Thuật Hàn:
-
Hàn "nhấp" (Pulsing): Sử dụng chế độ hàn xung (nếu máy có). Máy sẽ tự động tăng/giảm dòng điện theo tần số, giúp vũng hàn nguội đi một chút trước khi nhận xung nhiệt tiếp theo -> chống thủng và cong vênh cực tốt.
-
Không dùng que đắp: Nếu chỉ cần hàn ghép mí, hãy cố gắng hàn "tự ngấu" (autogenous welding) mà không cần que đắp.
-
Nếu cần que đắp: Dùng que đắp đường kính nhỏ nhất có thể (ví dụ: 1.0mm hoặc 1.2mm).
-
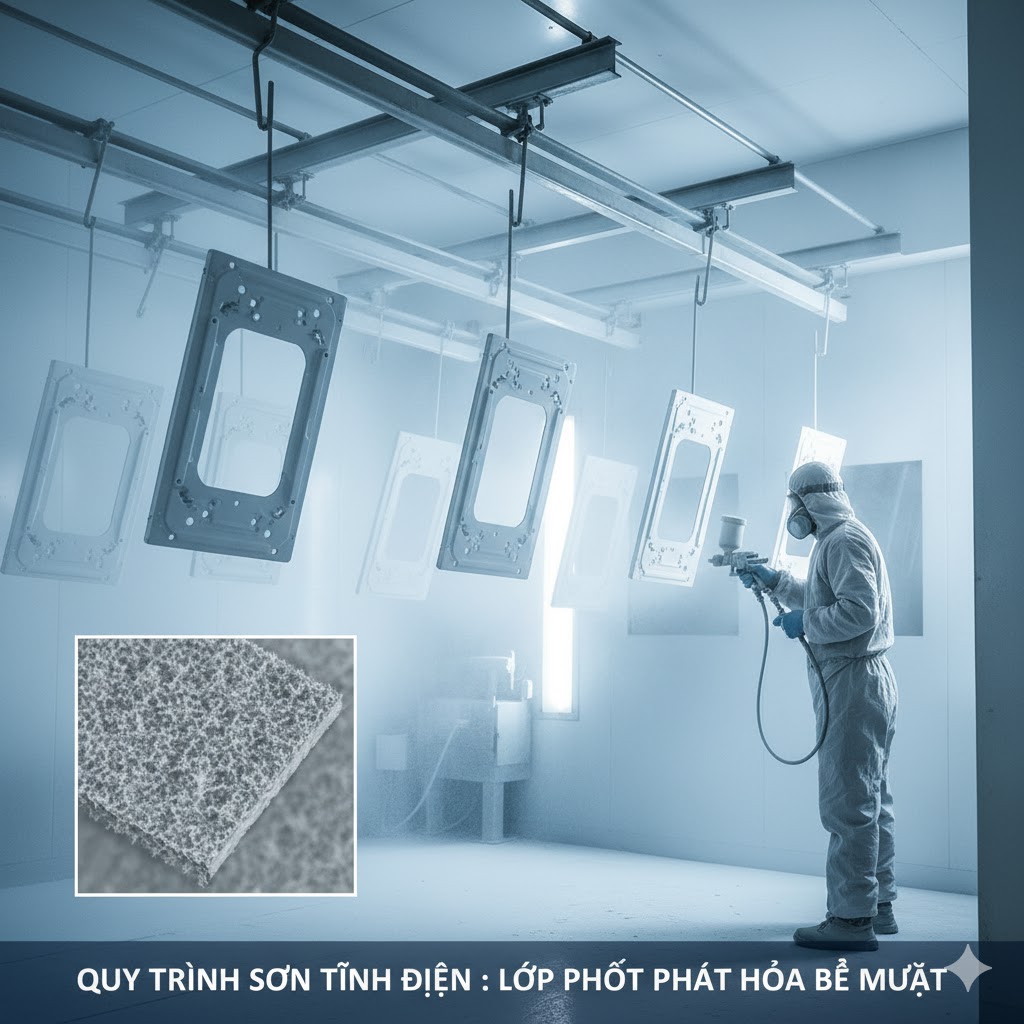
Phần 2: Quy Trình 7 Bước Sơn Tĩnh Điện "Chuẩn FDI" Cho Thép SPCC-SD
Bạn có một tấm thép SPCC-SD hoàn hảo từ Đài Tín. Bề mặt nó láng mịn, sáng bóng. Nhiều người nghĩ "thép đẹp thế này, cứ thế phun sơn là xong".
ĐÓ LÀ SAI LẦM CHẾT NGƯỜI.
Bề mặt SPCC-SD dù đẹp nhưng lại quá "trơ" và còn lớp dầu bảo vệ. Nếu sơn trực tiếp, lớp sơn sẽ bong tróc (peeling) chỉ sau vài tháng sử dụng. Để đạt chất lượng sơn tĩnh điện đẳng cấp, bạn bắt buộc phải tuân thủ quy trình xử lý bề mặt 7 bước sau:
Quy Trình 7 Bước Tiêu Chuẩn (Bể Nhúng):
Bước 1: Tẩy Dầu (Degreasing)
-
Mục đích: Loại bỏ 100% lớp dầu bảo vệ trên bề mặt thép SPCC-SD. Đây là bước quan trọng nhất.
-
Hóa chất: Nhúng sản phẩm vào bể kiềm nóng (Alkaline Degreasing) ở nhiệt độ 60-90°C.
-
Lỗi thường gặp: Tẩy dầu không sạch -> Sơn bị phồng rộp, bong tróc.
Bước 2: Rửa Nước (Rinsing)
-
Mục đích: Rửa sạch hoàn toàn hóa chất kiềm ở Bước 1.
Bước 3: Tẩy Gỉ (Pickling / De-rusting)
-
Mục đích: Loại bỏ gỉ sét (nếu có).
-
Hóa chất: Nhúng vào bể axit (thường là H₂SO₄ hoặc HCl).
-
Lưu ý của Đài Tín: Nếu bạn dùng thép SPCC-SD chuẩn của Đài Tín (đã được bọc dầu và bảo quản đúng), vật liệu sẽ không có gỉ sét. Bạn có thể bỏ qua bước này để tiết kiệm chi phí và thời gian.
Bước 4: Rửa Nước (Rinsing)
-
Mục đích: Rửa sạch hoàn toàn axit (nếu có thực hiện Bước 3).
Bước 5: Phốt Phát Hóa Bề Mặt (Phosphating)
-
MỤC ĐÍCH THEN CHỐT: Đây là "bí mật" để sơn bám dính. Bề mặt SPCC-SD quá nhẵn, sơn không có chỗ bám.
-
Hóa chất: Nhúng sản phẩm vào bể Phốt phát Kẽm (Zinc Phosphating).
-
Kết quả: Quá trình này sẽ ăn mòn nhẹ bề mặt, tạo ra một lớp màng "lông tơ" (crystalline) siêu nhỏ. Lớp màng này có hàng triệu chân bám li ti, giúp bột sơn tĩnh điện bám dính vào bề mặt một cách cơ học và bền vững. Nó cũng tăng cường khả năng chống ăn mòn dưới lớp sơn.
Bước 6: Rửa Nước & Thụ Động Hóa (Passivation)
-
Mục đích: Rửa sạch hóa chất phốt phát dư thừa và nhúng vào bể thụ động hóa (ví dụ: Cromate) để tăng khả năng chống gỉ tạm thời trước khi sơn.
Bước 7: Sấy Khô (Drying)
-
Mục đích: Làm khô hoàn toàn sản phẩm trong lò sấy (khoảng 100-120°C).
-
Lỗi thường gặp: Sấy không khô, còn đọng nước ở các khe kẽ -> Khi vào lò sấy sơn (180-200°C), nước bốc hơi làm nổ, rộp bề mặt sơn.
Sau khi hoàn thành 7 bước này, sản phẩm của bạn đã sẵn sàng để được treo lên và đưa vào buồng phun sơn tĩnh điện.
Kết Luận: Vật Liệu Chuẩn + Kỹ Thuật Đúng = Sản Phẩm Vô Địch
Chất lượng của một sản phẩm hoàn thiện không chỉ đến từ vật liệu. Nó là sự kết hợp hoàn hảo giữa:
-
Vật Liệu Đầu Vào Chuẩn: Thép SPCC-SD đạt chuẩn, đúng dung sai, đủ cơ tính từ Đài Tín.
-
Kỹ Thuật Gia Công Tối Ưu: Biết cách hàn để chống thủng, cong vênh.
-
Quy Trình Hoàn Thiện Bài Bản: Tuân thủ quy trình 7 bước xử lý bề mặt trước khi sơn.
Chỉ cần thiếu một trong ba chân kiềng này, sản phẩm của bạn sẽ không bao giờ đạt được đẳng cấp mà các đối tác FDI yêu cầu.
Tại Đài Tín, chúng tôi không chỉ cung cấp thép chuẩn. Chúng tôi cung cấp cả kiến thức kỹ thuật để đồng hành cùng nhà xưởng của bạn.
Hãy liên hệ với đội ngũ kỹ sư của Đài Tín ngay hôm nay để nhận tư vấn miễn phí về quy trình hàn và sơn tĩnh điện cho thép SPCC-SD!
📞 Liên hệ kỹ thuật
-
📍 Kho: Hưng Yên – Phú Thọ
-
📍 Trụ sở: Căn G1-4, Khu BT Mậu Lâm, P. Vĩnh Yên, Phú Thọ
-
📍 VP Hà Nội: Royal City, 72A Nguyễn Trãi, Hà Nội
-
📞 Hotline: 0978 842 998
CÔNG TY TNHH ĐÀI TÍN VIỆT NAM
-
Địa chỉ: Căn G1-4 Khu Biệt Thự Nhà Vườn Mậu Lâm - Đường Lý Nam Đế - Phường Vĩnh Yên - Tỉnh Phú Thọ
-
Văn phòng Hà Nội:
-
Tầng 2, Số 308C Trường Chinh, Phường Khương Thượng, Quận Đống Đa, Thành Phố Hà Nội, Việt Nam
-
Royal City, 72A Nguyễn Trãi, Thanh Xuân, Hà Nội, Việt Nam
- 0978842998
-
0913.284.294
-
0357.333.911
-
0343.788.600
-
0337.090.955
-
0372.625.633
Hotline:
-
Email: taixinvn02@gmail.com
Báo Giá Thép Cuộn SGCC Mới Nhất Tháng 10/2025 | Giá Tốt Nhất
So Sánh Thép SGCC và SPCC: Loại Nào Tốt Hơn Cho Dự Án Của Bạn?
5 Sai Lầm Chết Người Khi Chọn Mua Thép SGCC | [Đài Tín]
7 Ưu Điểm Vượt Trội Của Thép SGCC Khiến Nó Trở Thành Vật Liệu Hàng Đầu
So Sánh Chi Tiết Thép SGCC và SECC: Lựa Chọn Nào Tối Ưu Cho Sản Phẩm Của Bạn?"
SPCC SD – Vật liệu thép cán nguội bền bỉ cho thang máy gia đình an toàn
SPCC SD đóng gói hút ẩm, giấy dầu, pallet: Đâu là lựa chọn tối ưu cho hàng xuất khẩu?
SPCC SD có chống rỉ không? Giải đáp đúng – đủ cho người mới nhập hàng
SPHC PO giá rẻ có thật sự tiết kiệm? Góc nhìn chuyên gia ngành thép
SPHC – PO trong ngành ô tô, xe máy: Lý do các hãng lớn đều lựa chọn
Tiêu chuẩn JIS G3131 SPHC PO – Thành phần, cơ tính và ứng dụng thực tế
SAPH440 chịu lực thế nào? Sự thật từ các dự án khung gầm ô tô FDI
SAPH440 – Thép ô tô chiến lược: 7 lý do bạn không thể bỏ qua
-









Bình luận